
Hot runners have been a common manufacturing tool in the plastic injection molding industry for more than 30 years. With this technology came improved efficiencies and benefits. Although hot runners for zinc die casting have surfaced from time to time, die casting with molten metal proved to be much more challenging for this technology compared to plastics — until now.
In 2016, the German company Ferrofacta solved the challenges that hot runners faced when die casting in zinc. With the use of proprietary new materials and a novel design concept, hot runners can now be incorporated into most conventional die casting machines, regardless of manufacturer.
Hot runners overview
This technology improves zinc die casting efficiencies by significantly lowering scrap rates, decreasing cycle times, increasing die usage, improving casting quality, and lowering overall carbon footprint.
Lowering scrap rates
In conventional zinc die casting, a sprue bushing is incorporated into a die to direct the molten zinc from the machine through a runner and gating system and finally into the die cavities. This full “runner system” is then ejected, and the parts are separated. The remaining scrap runner system is then either remelted or sold.

This is an example of a sprue and runner in a conventional runner system. The hot runner system will eliminate most of this processing scrap.
The sprue and main runner system are eliminated when using a hot runner system. Depending on the size and shape of the components being cast, molten zinc can be either directly injected into a casting or indirectly into a small sub-runner that feeds molten zinc into a single or multiple cavities.
Eliminating scrap saves energy costs, eliminates handling and storage issues, and increases cash flow by reducing WIP inventory.
Decreasing cycle times
Cycle times in die casting depend on how long it takes to solidify the largest section of the entire shot. Typically, this is the sprue and runner system. With a hot runner system, the sprue and runner have been eliminated or significantly reduced, resulting in much shorter cycle times and additional cost savings.
Increasing die usage
Eliminating the sprue and runner system also allows for improvements in casting efficiency. The space that was used for the sprue and runner can now be used to make more parts in a shorter amount of time.
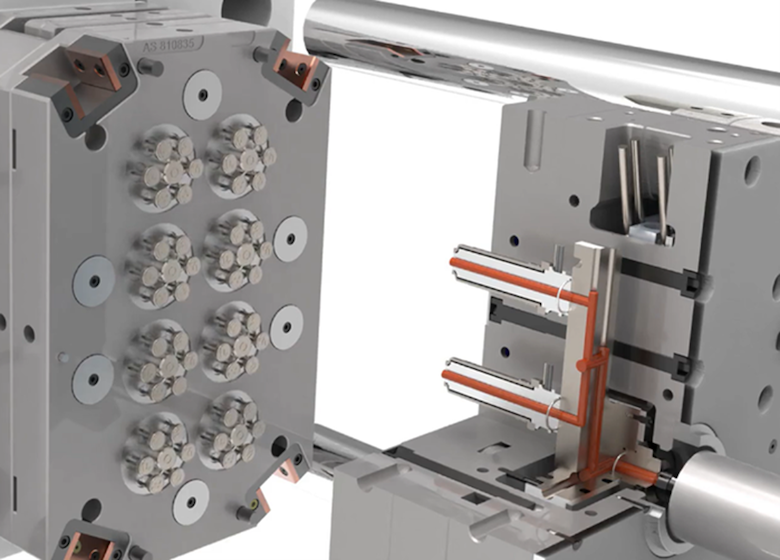
Shown here is the Ferrofacta hot runner system with an indirect runner eliminating the conventional sprue and runner system.
Improving casting quality
By keeping zinc liquid throughout the die casting process, air in the process is almost eliminated. This means less porosity in the casting. In addition, by controlling temperatures more effectively, surface quality can also be improved, leading to higher yield levels and lower scrap rates due to quality issues.
Thin wall die casting
Zinc die casting alloys are extremely fluid. Casting thickness as low as 0.2 mm (.008 in.) has been achieved but can be very difficult to cast in normal operating conditions. Using hot runner systems can provide more control over the critical process variables that affect casting quality, such as die temperature, which is crucial for casting thin wall applications.
Lowering carbon footprint
Zinc is 100% recyclable, and a large portion of recycled material can be used in zinc die casting products. However, incorporating hot runner systems has an even better impact on the environment. By eliminating scrap, the CO2 that would have been emitted when remelting is now eliminated from the die casting process altogether, thus lowering the carbon footprint substantially when making zinc die casting components.
Case study: Ferrofacta knife

Shown here is the Ferrofacta Knife sample.
The Ferrofacta knife is a sample piece that is given away at tradeshows. The tooling and hot runner system was designed to showcase the different methods of gating — direct or indirect gating — and their advantages.
The direct gating option is where liquid zinc is fed directly onto the surface of a part, resulting in the complete elimination of a scrap runner system. There are also no residual traces of gate marks or overflows on the split line. However, a remnant of the gate remains on the casting surface, which may be acceptable for functional castings, or can be covered by a cap or secondary process. This gating option is used more often for medium to larger casting sizes.
The indirect gating option is where liquid zinc is fed into a small sub-runner before filling cavities. The main advantage of this option is to allow for multiple cavities per nozzle, and is far more economical, especially for smaller castings.

This compares a traditional sprue and runner (left) to the indirect (center) and direct (right) gating options for the hot runner systems.
The following theoretical scenario compares casting the Ferrofacta knife in a conventional die casting process compared to an indirect hot runner system. In each case, a total of five million sets (left- and right-hand parts) or a total of 10 million castings are made in one year. The same machine is used with an operating cost of $100/hr.
In this scenario, when using a conventional runner system, four sets of knives (eight cavities) are cast, whereas when incorporating the hot runner system, six sets of knives (12 castings) can be cast with the same size tool and die casting machine.
Table 1 – Theoretical cost comparison of a conventional runner system versus a hot runner system.

Because of the combination of a shorter cycle time and higher number of cavities, it takes far less time to cast five million sets with the hot runner compared to the conventional system. The yearly savings in operating the machine are $324,100 USD.
Additionally, scrap is reduced by 967,000 lb. This translates to lower energy costs (remelting less scrap), and lower WIP inventory costs (cash flow savings). Eliminating the need to remelt scrap also decreases carbon emissions by 73 tons.
Summary
To summarize, incorporating hot runner systems into the zinc die casting process can lead to improved casting efficiency, substantial cost savings, lower WIP inventory costs and a lower carbon footprint. This can be achieved by an OEM that is looking to receive these benefits directly, or a die casting manufacturer wanting to increase profit margins.
Hot runners can be used in conventional machines casting small components indirectly using a sub-runner to feed multiple cavities or casting medium to large components feeding directly onto the casting surface, potentially eliminating up to 100% processing scrap.
This new technology is in the process of changing zinc die casting, with higher efficiencies, lower scrap rates, better quality and overall, better for the environment.
Ferrofacta
ferrofacta.com
Ferrofacta is a member of the International Zinc Association and the North American Die Casting Association.
You may also like:




Filed Under: Die casting, MANUFACTURING



