By Jonathan Magee, Managing Director ACSYS Lasertechnik UK Ltd, Coventry, U.K.
Laser processing of plastics.
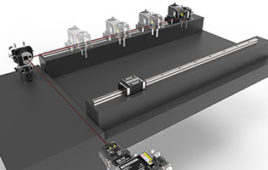
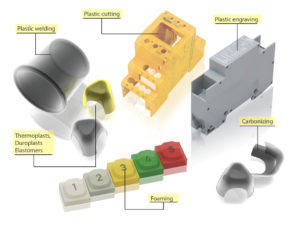
Industrial lasers are used for diverse processing of engineering plastics across many markets. Some examples of the common processes are shown in figure 1, including laser marking, cutting, and welding. Well-recognized markets in the field of laser plastics welding include automotive (see figure 2), and medical devices.
The rationale for laser plastic welding
Laser-based welding has several advantages for plastics versus conventional contact methods. Laser welding is a non-contact process at the point of welding that generally takes place at the interface of overlapped parts, and thus the weld zone is encapsulated.
This results in an aesthetically pleasing weld, which is sterile and does not contaminate the surface of the parts being welded. It seems counterintuitive that parts in contact can be welded together, from the top down, without disturbance to their outer surfaces. With conventional plastic welding techniques such as ultrasonic or hot stamping, contact with the outer surfaces of the parts to be welded together is inevitable. Non-contact laser plastic welding works on the principle of partial transmission, reflection, scattering, and absorption of laser light within the polymer chains being joined. By carefully selecting the plastics and laser’s optical properties, sufficient heat is generated at targeted locations to melt and fuse the materials.
Design Considerations for Laser Plastic Welding
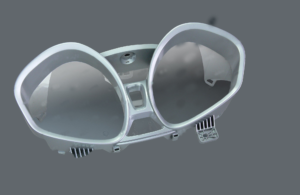
Plastic products have mechanical, geometrical, thermal, and optical properties among others (refer to figure 3). At a fundamental level, the laser weldability of plastic assemblies can broadly be determined by:
1. Are the materials chosen compatible? Compatibility refers to the melting temperatures, chemical, mechanical, geometrical, and optical properties of both plastic parts to be welded.
2. Can the laser beam be transmitted through the top layer material efficiently to reach the joint interface, and can the bottom layer material absorb the laser beam to create heat where it’s needed?
3. Can the parts be held together properly during the welding process, and can the force applied be controlled? Does the geometry of the parts result in a good fit-up between the parts without gaps between them?
4. Can the laser beam be delivered to the parts to effectively distribute and control the heat given the geometry?
Laser plastic welded automobile speedometer clock faceplate to housing.
Thermal and Chemical Compatibility
Plastics melt and decompose at much lower temperatures than metals. Typical melting temperatures of engineering plastics are around 250 °C. There are some plastics with much higher melting temperatures, like PEEK, which ranges from 350-400 °C. Close compatibility of melting temperatures will assist mixing of the weld pool and improve mechanical strength on re-solidification. Certain combinations of plastics relatively closely matched on melting temperature are good candidates for plastic welding. The chemical composition of the plastic is also a factor. For example, one cannot weld high-density polyethylene HD-PE to Polypropylene PP, but it is possible to weld low-density polyethylene LD-PE to Polyproplyene, even though the polyethylenes are within the same family. Careful consideration must be given to the material combinations.
Matching of Optical Properties
Lasers in materials processing generally emit a light beam at one wavelength or a very narrow wavelength bandwidth. Unlike natural light, the laser beam is coherent and focusable. Near-infrared and infrared wavelengths are most widely used in plastics welding from 800nm – 2um, often by high-powered diode lasers. These wavelengths are longer than wavelengths visible to the human eye, such as green, which is 532nm in the visible spectrum, and red, which is 635nm. Using the 800-2000nm wavelengths the plastics to be welded must exhibit some degree of transmission and absorption in this range. Plastics are, to some degree, semicrystalline structures and have amorphous and crystalline phases. Differences in the refractive index between the amorphous and crystalline phases within a plastic cause light scattering and reflection when a laser beam impinges on them. This can be a benefit or a hindrance for laser welding, depending on the level of these effects.

Design considerations for laser plastic welding.
Design combinations of these properties help achieve transmission of the laser beam through the top plastic part and absorption in the lower part, refer to figure 4. Sometimes additives are included in the production of the polymers in the masterbatch to make them absorb laser light. At the design stage, engineers should consider whether additives are acceptable in the product. For example, would they pass FDA approval in the case of a medical device plastic?
The level of glass fibers in certain plastics such as Polyamide, PA-66, commonly referred to as Nylon, can affect the transmission of light through them, especially at higher levels of glass fiber concentration where transmission is lower. A frequent question regarding plastics is which colors can be welded together? There is no simple answer; many combinations are possible. Even the same color materials such as black to black can be joined with careful design composition. Even though visible light does not transmit colored plastics, this can be the opposite for a single laser wavelength.
Sufficient part fit up, and fixturing forces along part extremities
Designers must always ensure that the parts are molded in geometries that lend themselves to laser plastic welding through a good fit up of the assembly components and joint accessibility. Laser welding is not good at transmitting heat across air gaps, and it is crucial that the components of a joint are in contact. Lap weld configurations achieve this.
Downward force during the welding process is essential for certain complex parts, especially large ones that are difficult to achieve good fit up naturally. The clamping force can be generated by servo drives or through the use of pneumatic clamping. There is a collapse force for plastic welding, which governs how much force the hot and melting plastic can withstand before it starts to significantly deform, and how much force is necessary to push the parts together when molten.
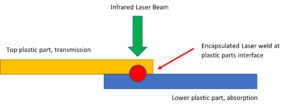
Idealized light transmission and absorption in plastic welding.
Laser Beam Distributes and Controls Heat in an Effective Manner
There are several methods for laser beam delivery to the workpiece in laser welding. The use of cartesian axes systems where there is a relative movement between a fixed laser plastic welding head and an XYZR table motion system is one example. These devices may not result in a uniform heating of large parts due to the acceleration required at start and stop points and around changes of direction. However, this method is flexible as the laser path can be generated through CAD data.
The use of high-speed galvo scanning heads allows rapid movement of the laser beam at up to 10m/s. Scanning around a weld seam at very high speed, with sufficient power, allows almost instantaneous heating of the entire welding seam from one end to the other. This reduces the effects of simultaneous heating and cooling that cartesian axes systems create. Another less flexible method is to laser illuminate the parts through a mask. In this case, the mask aperture takes the shape of the required welded seam but must be manufactured each time there is a design change.
ACSYS Lasertechnik
acsyslaser.com
Filed Under: Lasers