When evaluating Direct Digital Manufacturing for production, take a methodical analysis of cost, design, assembly, materials, and process to fully understand its benefits. Here are suggested tips.
Contributors Include Industrial Designers and Mechanical Engineers
on the FATHOM Engineering & Design Team
While additive manufacturing (AM) has mostly been used as a prototyping tool, in the past five years it has matured as a means of enhancing multiple stages of the product development process, including the production of end-use parts—a process termed Direct Digital Manufacturing (DDM). A recent report published by Gartner predicts that, “By 2020, nearly 65% of discrete manufactures that expect to use 3D printers will be using them to produce components of the products they sell or service” (2016, Pete Basiliere, Research Vice President).
It has been difficult to recognize AM’s production manufacturing viability, as many have not yet shed the perception that AM is just a tool for prototyping. Thus, design engineers may be uncertain about how to use AM technologies and whether the available materials will meet their design needs.
Fortunately, the industry has made strides to produce machines and develop materials that are production-oriented. As a result, DDM is coming of age. The adoption of DDM leads to innovative product designs, shattering long-held manufacturing barriers, and making product development both less risky and more efficient.
Designing for additive manufacturing
Knowledge and comfort in designing for additive manufacturing (DFAM) will enable designers to fully leverage the value of DDM. In fact, DFAM is most influential if viewed as a new design approach: a framework for the composition of a part or an assembly, and the application of specific design tools geared toward AM. Marrying DFAM with technical AM knowledge forms a mindset that is primed to leverage AM’s nuanced advantages toward designing for DDM. It is this mindset that elicits the reimagination of the physical representation of a product.
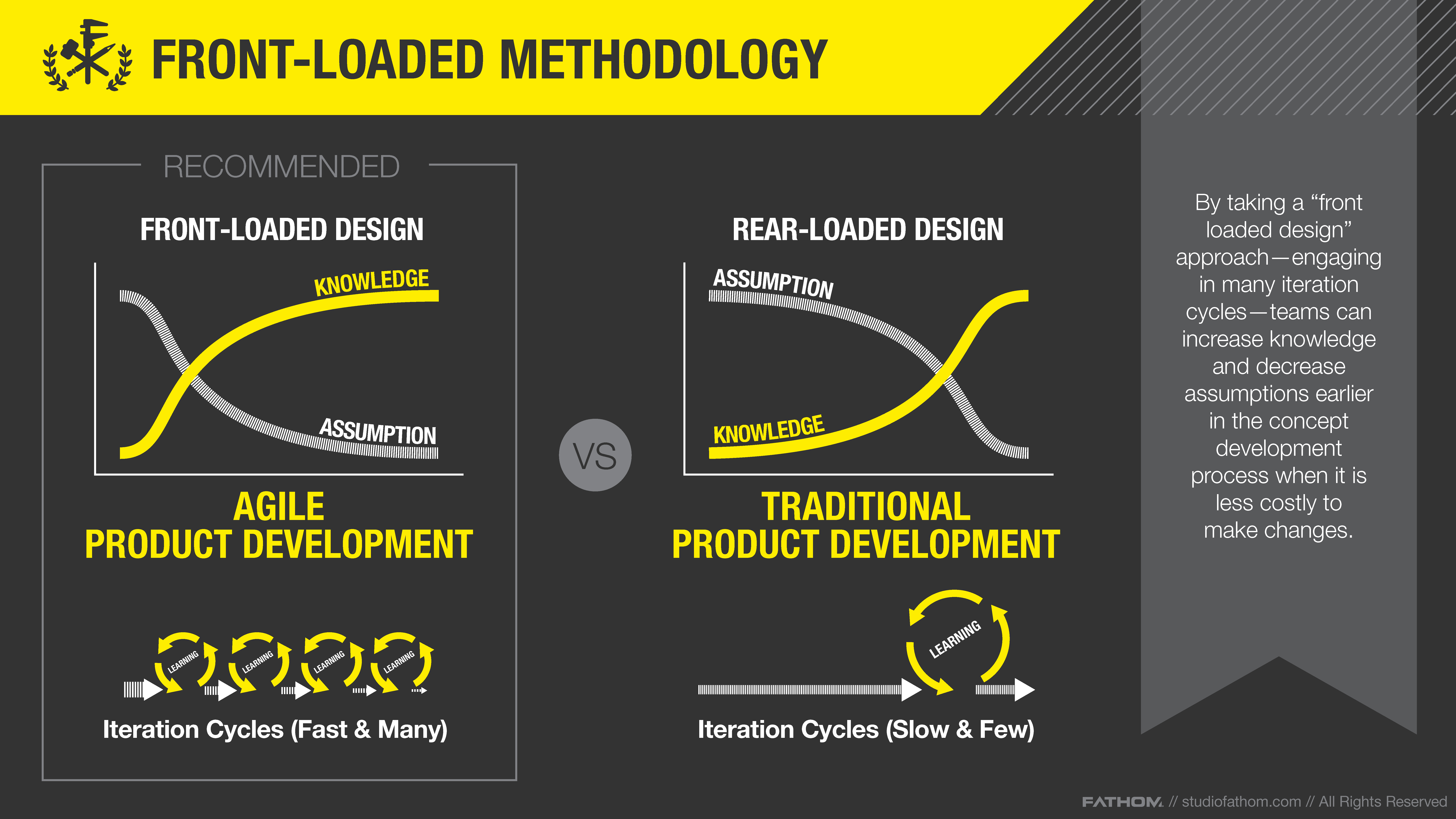
Since its inception in the late 80s, additive manufacturing (AM) has transformed the way products are developed. Today, development can be front-loaded (figure a) with faster iteration of high quality physical prototypes.
DFAM may be approached differently depending on the stage of development and other part parameters. Applying DFAM principles at the conceptual phase can result in a design uniquely intended for DDM, which enables the use of AM to its fullest potential. DFAM can occur to varying degrees in each of these two situations as generalized by three categories: direct part replacement, part consolidation, and structural optimization.
- Direct part replacement
It is common to see parts for AM that were designed for another process, such as CNC machining, urethane casting, or injection molding. Oftentimes, continuous production of a part by CNC machining is cost or time prohibitive because of feature complexity. Or if a part is produced reactively, the motivation may be to reduce inventory, such as through a “just-in-time” program.
For direct part replacement, some minimal modifications may be beneficial. These modifications, such as minimum wall thickness or feature size, are often motivated by material constraints. Greater modifications are possible but might not be executed for several reasons: parts may mate closely with other components of an assembly, restricting changes in geometry; insufficient resources or time to explore a deeper re-design; an aversion to making structural changes that would require additional analysis.
While direct part replacement is a viable DDM solution, per-part cost will be sub-optimal compared to other approaches that use DFAM principles.
- Part consolidation
Picture a multi-body assembly. Now, remove all hardware, and imagine fabricating that part as a single unified body. Does it look prohibitively complex? With AM, an assembly like this, composed of several parts and hardware, can be unified using part consolidation, where traditionally it would be impossible to fabricate the complex undercuts, channels, or unreachable regions.
The value of part consolidation is dependent on whether the approach taken is retrospective or prospective. A retrospective part consolidation can become a re-designed amalgamation of traditionally manufacturable forms. Ideally, consolidation is a thoughtful consideration from a conceptual phase of how a part can be designed with less assembled components and with just as great, if not better function than a traditionally manufactured part. Such a prospective path relies heavily on the DFAM mindset to recognize and implement ways to use the design freedom afforded by AM. In other words, starting from a blank slate doesn’t have design remnants tied to specific legacy manufacturing processes or age-old constraints, and the resulting design is usually transformational and innovative.
An example of a transformative AM design is General Electric’s fuel nozzle for the LEAP engine with metal-specific additive manufacturing, converting a 20-part assembly into one. The part is 5X more durable with a 25% weight reduction. The interior channels of the part and high temperature requirements (3,000°F) were non-issues for AM.
- Structural Optimization
Structural optimization achieves a greater balance of cost, function, and print time by using simulation techniques to create a material-efficient design. This is not a reference to the minimum requirements commonly charted, like wall thickness, resolution, minimum feature size, and so on, which comprise the most basic DFAM check-list. Structural optimization refers to approaches that deliver a form that is most efficient. Efficiency can be defined relative to the goal of the optimization, but for AM it is most often quantified as achieving functional criteria while reducing material consumption (and build time).
—-Generative Design
Generative design is a computational design approach that synthesizes parameters and objective goals into an iterative algorithm to generate optimal structures. DFAM can leverage this approach to lightweight parts, reduce materials, and instill a three-dimensional gradient of mechanical properties. Shapes are complex, often appearing organic. In some ways generative design has led to a new design artform, but often the artistic expression is just derived from the original functional intent.
The increased use of generative design can be attributed to additive manufacturing improvements, capable software programs, and high-speed computing that allow finer control of the three-dimensional design space, taking advantage of additive manufacturing’s voxel and layer-based processes. These programs include Rhinoceros with Grasshopper, Autodesk’s Netfabb, and ANSYS’s topology optimization tool.

The additive mindset lead to unique design and execution of the Intel Spiderbot project. More than 9,700 parts comprised of 90 unique designs were prototyped, tested, and produced within a five-week period. The agile process enabled more iteration cycles, and parallel progress of several prototypes among mechanical and electronics design. Cost to produce using AM: $116,000. Cost to produce using injection molding: $400,000.

Algorithms that control model creation can generate limitless design permutations based on input parameters. AM makes this approach viable since it makes the production demands of one-off complex parts simple. A grand vision of these technologies integrates design and production into a fully automated, turnkey solution, from design parameter inputs to delivered printed part, with little human intervention. Aspects of this are being pioneered through efforts like Limbforge, where clinicians use patient anatomical data to generate custom prosthetic designs that are subsequently 3D printed.
—Lattice Structure Design
Lattice structures are three-dimensional crystalline meshes composed of beams and nodes. The level of complex, tunable geometry in these designs is high, yet the workflow to develop and modify this degree of customization is relatively simple, as it is a parameter-based algorithmic process. In fact, it would be inefficient (if not impossible) to generate many of these designs using pure solid modeling techniques.
A lattice designer has control over mesh size, pattern (called lattice topology), and other parameters through graphical interface software or direct code. Lattice structures can reduce material consumption by reducing unnecessary part mass, especially internally, essentially being a custom infill pattern. While the part often retains its exterior surface (commonly referred to as a skin) and aesthetics, the exterior may also be continuous with the lattice to highlight and celebrate the function and form of a lattice structure.
It should be noted that lattice design doesn’t imply optimization, nor does a lattice structure need to be optimized to find value. A lattice can be applied intuitively without computational analysis. Nevertheless, it can be an invaluable tool within the workflow of finding the best solution.
—Topology Optimization
Topology optimization derives a form with the minimum amount of material that still achieves the defined goal. Because it is a generative approach, multiple design configurations can be created for experimental testing without added design work. Plus, the degree of physical testing to achieve an optimal design is reduced or eliminated by pushing iteration to the software side. It is most commonly a static analysis of external forces that determines a design with the highest strength-to-weight ratio. This approach can also be extended to multi-physical problems that can include heat transfer or vibratory effects.
For example, General Electric achieved an 84% weight reduction of an engine bracket using topology optimization. This part went on to be 3D printed out of titanium using selective laser sintering, and estimates show how the lower weight could save the airline industry $31 million dollars through energy efficiency from just one small part!
An object’s optimized form is generated by first defining forces exerted on the object. Design goals and guidelines are then dictated before allowing the software the ample processing time needed to iteratively arrive at an “optimal” solution. During each iteration, a structural analysis is computed, and those regions that will experience less than a threshold stress or deflection are removed. This process repeats until the results of the present iteration are similar to the results of the last, and the solution is considered to have converged.
This process may be combined with lattice structures in a process called “beam optimization.” Beginning with a lattice of uniform beam thickness, stresses are simulated and beam thicknesses are varied throughout the body, resulting in a continuum of microstructures. This process not only achieves the most efficient lattice possible for the given inputs but is also a nifty approach to create a structure with variable physical properties in three dimensions.
Additive Manufacturing enables new design approaches
Generative design, lattice structures, and topology optimization are all enabled by AM. There are great advantages to topology optimization that pair it well with AM. By letting physics drive form, the design is unfettered by the limitations of human imagination. By letting software carry out the iterations typically used to optimize strength-to-weight cuts design time from days or weeks to hours. Plus, with AM it is possible to implement designs that most closely approximate the theoretical optimum because it doesn’t need to concede to fabrication simplicity.
Augmenting or replacing traditional manufacturing with DDM
Now, by no means should one employ DDM for its own sake—a bias in favor of additive technologies can be as limiting as an aversion to it. Rather, DDM should be employed when it’s found to be the most appropriate means of accomplishing a goal. One approach is known as “Outside-In.”
By focusing on how a product should function rather than how it’s made, companies drive innovation. This is an uninhibited mindset that, within the first stages of product conception, instills a willingness to push through seemingly impossible manufacturing challenges. Whether destined for traditional process like CNC machining, AM, or a hybrid of both, the best solutions derive from an unencumbered analysis for the desired function. DDM has proven especially useful in many situations, whether as an end-use solution or as means to augment existing processes.
End-use parts—pilot runs, bridge manufacturing, low-volume production
In many cases, a small complex part can be produced more quickly and cheaply using additive technologies than with CNC machining, vacuum forming, compression molding, urethane casting, or injection molding—even in quantities of thousands. Furthermore, at any point, updated part CAD can be seamlessly spliced into additive production, with no penalty to time or cost. Production can begin sooner and with less risk. While it makes sense to invest in injection molding at higher volumes, it can be tough to make that same investment for short-run or lower volume applications. Jobs that incur multi-action tooling requirements like lifters and slides, which add to the cost and time of tooling, are a reason to consider additive for end-use parts. Only produce what you want, when you want, and how you want.
Additional considerations for AM for end-use parts include materials, surface finish, and aesthetic requirements. A range of additive machines and materials that can satisfy many end-use requirements are available, and some have even been certified for use in regulated industries like aerospace, food, and medical. These materials include engineering-grade thermoplastics for Fused Deposition Modeling (FDM) and Selective Laser Sintering (SLS), various types of UV-cured photopolymers for PolyJet (PJ), Stereolithography (SL), and Digital Light Projection (DLP), and a selection of metals for Direct Metal Laser Sintering (DMLS) and Desktop Metal’s forthcoming Single Pass Jetting (SJP). Each should be evaluated for their respective strength for a specific need.
Manufacturing—jigs, fixtures, tools
Traditional methods for fabricating fixtures, such as CNC machining, can slow the time to market through long lead-times. AM can offer faster, lower-cost options. And the freedom of complexity granted by AM allows the creation of uniquely functional jigs, fixtures, and tools.
A hybrid approach of using additive technologies combined with traditional manufacturing processes is also a great way to produce jigs, fixtures, and tools. By leveraging the strengths of multiple methods, tools with greater functionality can be produced in a shorter time frame.
Tools for injection molding
At the cutting-edge of the interface between additive and traditional manufacturing is the 3D printed tool for injection molding. Direct Metal Laser Sintered (DMLS) tools reduce lead-time from weeks to days. For example, a 3 in. x 4 in. insert made from MS-1 Steel was 3D printed, CNC machined, surface polished, and used with an off-the-shelf MUD base to produce thousands of parts in four days for a large electronics manufacturer. The company had parts in their hands on the fifth day—an initial run of 25,000 Acrylite Infrared parts (capable lifetime of 50,000 parts).
DMLS tool inserts are established as a means of improving cycle times by allowing conformal cooling lines. Complex channels of various sizes and trajectory can be designed within the tool, which flow directly adjacent to part curvature to alleviate potential hot spots. Exemplifying this benefit is a tool possessing a long, curved core, with a tip that reaches 300°F after 12 shots. The tool was rebuilt with DMLS containing conformal cooling lines that kept temperatures at 72°F, leading to a cycle reduction from 35 to 16 seconds, with a zero-scrap rate.
Plastic tooling using PolyJet or SLA is beginning to prove itself as a means for quickly prototyping parts in engineering-grade thermoplastics. While 3D printed polymer tools degrade quickly under the heat and pressure of the injection molding process, several groups, including FATHOM and Stratasys, have found that 10-200 parts can be molded from a single 3D printed tool before critical tool degradation occurs. Thus, parts made using full-scale production methods and resin can be in-hand in less than 24 hours from design completion. These parts can be used for fit and function checks, market testing, certification tests, and so on. It is important to note that if cosmetics are a critical requirement, this process should be further evaluated as it can’t produce the same array of textures as metal and may have more surface imperfections.
Improving operational efficiency
Additive technologies can be leveraged to improve operational efficiency in several ways.
—Improving part cost
While AM reduces the costs of prototyping, many are skeptical that 3D printing parts have value at scale. Machines geared toward single part production with less than exciting print speeds still pervade the industry and reinforce this perspective. Moreover, published cost analyses are generally done retrospectively on parts that haven’t been influenced by the DFAM mindset, making them sub-optimal candidates. But with the influence of DFAM, scaled DDM has become more viable.
Certainly, parts designed specifically for AM will return better value at scale. At the very least, a part retrospectively optimized to reduce material consumption will improve cost. But often a direct comparison is made to a part optimized for molding or CNC machining, leaving AM with an unfavorable economy of scale (including tool cost amortization).
The cost for machining and the cost for additive are driven by opposing factors: machining cost is increased by subtractive operations—the amount of material removed—while additive is increased by print time—the amount of material added. Sometimes it is a hybrid that is the most cost-effective. Either way, optimizing for cost results in a drastically different design-for-respective approach.
SLS or MJF technology suit higher volumes because they possess the largest build volumes, as parts can be suspended within fine powders and nested throughout. For these technologies, part nesting can reduce cost and still accommodate the design’s intent.
FDM builds on the surface of a tray with typically smaller batch sizes and manual change over, so until recently its costs were comparatively higher at large quantities. However, new FDM systems possess continuous build capabilities geared toward high-volume, high throughput applications.
The Continuous Build 3D Demonstrator by Stratasys is an example of a system with automated batch-to-batch change over that has made FDM competitive at higher volumes. It is also modular, so additional units can be added to a line to increase throughput. This is the beginning of autonomous printing solutions we expect will one-day flourish in turnkey autonomous factories.

VR Studios simplified their production of virtual reality headsets by opting to 3D print parts instead of tooling-up. What would have been a four-part enclosure was consolidated as a two-part assembly in FDM.

Beyond part cost
DDM’s value is deeper than a comparative cost estimate. There are a number of situations where additive manufacturing can contribute to an overall efficiency of getting a product into the hands of the customer. Here are a key few.
—Tool-Less manufacturing
AM compresses the time to get parts in customers hands. Prototyping with the final production geometry, material, and process, avoiding tooling and the back-and-forth, and the ability to 3D print overnight, all expedite product development.
Short-run plastic parts that require tooling have overwhelming up-front investment; the hurdles are more severe with complex or large tooling. DDM will have shorter production time-lines and will avoid delays from parts being “tuned” for fit. 3D printed tooling or 3D printed inserts can be quicker and less expensive than CNC machined aluminum or steel.
Naturally, much of this is situation dependent. Consider the situation where a new product will have 1000-unit volume in the first year of production—not generally enough to achieve injection molding cost-efficiency. It may be prudent to consider DDM for the first year if the product’s life cycle is short and near-term changes are possible. Alternatively, expecting three-to-five years tool amortization and increased sales may well justify tooling from a purely financial perspective. Even in this situation we’ve witnessed DDM’s value to bridge initial orders until tooled parts are ready.
—More design iterations
Several issues contribute to multiple design iterations including a design mistake not caught during prototyping and customer or client changes. AM offers value here, particularly when there is high potential for design revisions.
—Just-in-Time manufacturing
DDM keeps pace with demand without having to produce excess quantities. The key advantages here are zero inventory and the agility to move fast. AM suppliers can process an order for additional parts as needed, typically with faster turn-around than CNC machining or injection molding depending on quantity. The benefits of additive can increase with an in-house printing solution because it cuts out shipping time and cost, and the pure part price is naturally lower. But the benefit is case-by-case against the additional overhead of maintaining and staffing in-house production.
The future of DDM
The additive industry has exciting research and innovations on the horizon that will bolster DDM growth. These innovations are occurring on multiple fronts, from material development to combining fabrication methods like blending additive technologies with traditional manufacturing methods. However, DDM must first overcome two major hurdles.
Education. The next generation of engineers will have a fundamental understanding of additive processes and an additive mindset. There is an opportunity to provide design-focused courses that teach both the additive mindset and how it fits within the product development value chain.
Standards. With standards, DDM has greater use in regulated industries like medical, automotive, and aeronautics. Additive technologies bring a new set of unknowns for single and batch quantities, because minor fluctuations in system parameters could influence the overall integrity of parts. Standards are needed at several stages of the 3D print process. First in build preparation, part orientation, slicing settings, and tool paths; then during the print, where environmental factors and printer status might be variable; and finally, during post-processing stages and support structure removal.
Governing bodies such as the FDA have released draft guidelines for additive manufactured devices, and UL has published guidelines for 3D printer manufactures seeking industry specific compliance. IEEE has provided draft guidelines (IEEE P3333.2.5 5) for Bio-CAD File Format for Medical AM.
Additive technologies
This chart serves as a familiarization tool for what we’ve found useful through hands-on experience with DDM applications. But there’s a variety of different materials available, so acquiring comprehensive and detailed information should be explored further to match to a specific application.
Stereolithography (SL)–SL uses a UV wavelength specific laser to cure photopolymers from a vat of resin. This can result in one of the higher resolution and detailed parts available. SL resins with extremely high heat deflection are available and are great candidates for molds or inserts. Many of the SL parts are not ideal for long-term use due to embrittlement, which has confined their use to prototyping.
PolyJet–Liquid photopolymers are jetted via print heads then cured by ultraviolet light. A variety of material properties simulate thermoplastics but do not match mechanical properties for rigorous applications, especially if part flexion or vibration is a consideration. But it can be great for making rapid molds or mold inserts, and it is highly accurate for assembly or check fixtures. Long-term use is not ideal due to embrittlement.
Fused Deposition Modeling (FDM)–Heated thermoplastic filaments are extruded in fine layers. A variety of engineering grade materials exists for specific function and applications requirements, so they have found a role as direct components in regulated sectors. Great for large parts. Fantastic for durable fixturing. Scaled efficiency is improving with automated processing schemes. A seasoned go to for quick prototypes, too.
Multi Jet Fusion (MJF)–Powder is sintered layer-by-layer utilizing a jetted fusion agent and infrared energy source. MJF is great for small intricate parts. Very capable of being cost effective at higher volume relative to other processes. These parts finish well when dyed black, almost resembling a textured injection molded part, and holes that are post machined have an extremely clean and smooth finish capable of achieving smooth slip fit. MJF is great for lattice structures and topology optimization because it is nearly isotropic.
Selective Laser Sintering (SLS)–SLS sinters fine powders layer-by-layer using a laser beam. A variety of plastics exists, and the composition is one of the more isotropic available. SLS is often used for amorphous designs, including lattice structures or topology optimized structures, and when cost efficiency of smaller parts at relatively high volume is a goal.
Digital Light Processing (DLP)–DLP uses a projector that focuses light into a shallow bath of photosensitive resin and cures a part layer-by-layer. CLIP (Carbon) is a newer variant on DLP that incorporates an oxygen inhibiting glass that allows for a faster processing speed. CLIP also offers unique materials that can be suitable for production applications.
Direct Metal Laser Sintering (DMLS) or Selective Laser Melting (SLM)–DMLS and SLM either sinter or melt metal powders layer-by-layer using a laser beam. There are a variety of metals available, including aluminums, steels, titanium, and Inconel. It is a cold bed process, so residual stresses will occur in the parts that can be mostly removed through stress relieving. Support structures are made of the part material, and many times must be CNC machined for removal. Many parts will also have heat treatments applied to reduce porosity and defects, like hot isostatic pressing. These laser powder bed processes are used mainly for very complex and low volume parts that cannot be manufactured otherwise.
Electron Beam Melting (EBM)–EBM is very similar to DMLS/SLM, except it uses an electron beam to melt parts together layer-by-layer. Materials for this machine include titanium, cobalt-chrome alloys, and some steels. EBM is a hot bed process, so residual stresses in the parts are not as prominent as the laser-based systems. Support structures are made of the part material, and many times must be CNC machined for removal. Many parts will also have heat treatments applied to reduce porosity and defects, like hot isostatic pressing. EBM is typically used when a low run of custom parts are needed.
FATHOM
www.studiofathom.com
Citations
Brackett, D.,Ashcroft, I., and Hague, R., Topology Optimization for Additive Manufacturing, In: 22nd annual solid freeform fabrication symposium, pp348-362, 2011
Bendsoe M.P. and Sigund, O., Material Interpolation Schemes in Topology Optimization, Archive of Applied Mechanics, 69 (9-10), 635-654, 1999
Filed Under: 3D printing • additive • stereolithography, Flanges • supports • mounts • brackets, Virtual reality, PODCASTS



Tell Us What You Think!